Сварка канала охлаждения чугунного блока двигателя автомобиля


Ремонтно-восстановительные сварочные работы. Канал охлаждения чугунного блока автомобильного двигателя.
Привет дорогой читатель!
Сегодня я расскажу какие ещё бывают поломки чугунных двигателей внутреннего сгорания под сварочные работы.
Обратился ко мне человек с проблемой. Надо было заварить канал охлаждения, по которому циркулировал антифриз (это охлаждающая жидкость если кто не знает).
Причина поломки была в том, что при расточке цилиндра под ремонтную гильзу был срезан лишний слой металла. В результате образовалось отверстие.
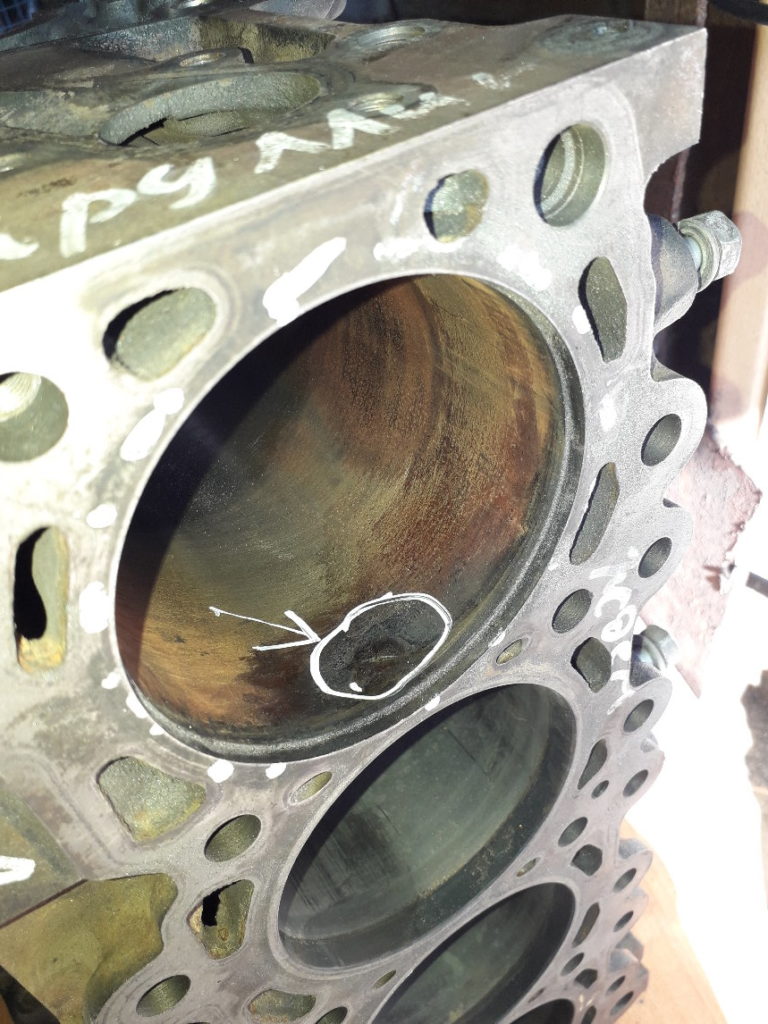
Эксплуатация двигателя при этом была невозможна.
Нужно было заварить и отдать заново под шлифовку. Но проблема была в том, что слой металла остался до такой степени тонкий, что растачивать было уже некуда.

Клиент положился на мой опыт и сообразительность))) (куда ж без этого).
Я предложил следующий вариант решения проблемы:
Разделываем отверстие побольше и полностью заплавляем. Далее через входные и выходные отверстия просверливаем наплавку и вуаля! Отдаём под повторную расточку и проблема решена!
Конечно же это определённый риск, что возможно данный вариант только усугубит и так непростую ситуацию, но мой опыт решения подобных задач подсказывал что это единственный альтернативный выход из ситуации.
Я согласовал данный вариант с клиентом и приступил к работе.
Сварку производил полуавтоматом в газовой смеси. Сварочный материал: проволока для сварки чугуна на никелевой основе Кастолин Castomag 45/640 TI.
Разделав отверстие до нужных размеров, продул сжатым воздухом и обезжирил ацетоном.

Вообще, чем чище сварочная зона, тем больше шансов на успех. Герметичность шва зависит в первую очередь от данного фактора.
Перед началом сварки деталь в области сварки прогреваем до 50-60 градусов и просто заплавляем полностью отверстие. Высота валика в данном случае не важна, так как блок под повторную расточку.
Данная процедура даже не нагрела деталь до критических температур. Всё осталось в пределах нормы.

Далее цилиндр был заново расточен и просверлены каналы охлаждения.
Автомобиль восстановлен до рабочего состояния, и эксплуатация в полной мере приносит заказчику удовлетворение от проделанной работы и от того, что машина приносит пользу как раньше.
Хочу заметить и отдать должное заказчику в связи с тем, что деталь была сдана в работу в чистеньком и сухом состоянии!
Такое отношение всегда радует.
Так же хочу порадоваться за клиента, что проблему удалось решить «малой кровью», так сказать. Не обратись к услуге сварки, а купи новый блок, денег бы пришлось потратить гораздо больше.